



Турбогенератор и бандажное кольцо к ним
 Турбогенератор оснащен бандажным кольцом для повышения износостойкости оборудования. В течение многих лет бандажное кольцо изготавливалось из не коррозионностойких сталей, что накладывало
серьезные ограничения на его хранение и применение. Для решения этих проблем заводом A&D (Франция), входящим в один из крупнейших
металлургических Концернов ERAMET, был разработан специальный сплав NMF 18 (18% Mn, 18% Cr). На сегодняшний день для производства
бандажных колец к турбогенераторам и генераторам на заводе A&D используется только сплав NMF 18 (также классифицируются Z8 МС 18-18, Х8 Cr Mn N 18 18,
соде N ° 1-3816 ASTM А289 класс С), обладающий оптимальными механическими свойствами для соответствующего применения.
Турбогенератор оснащен бандажным кольцом для повышения износостойкости оборудования. В течение многих лет бандажное кольцо изготавливалось из не коррозионностойких сталей, что накладывало
серьезные ограничения на его хранение и применение. Для решения этих проблем заводом A&D (Франция), входящим в один из крупнейших
металлургических Концернов ERAMET, был разработан специальный сплав NMF 18 (18% Mn, 18% Cr). На сегодняшний день для производства
бандажных колец к турбогенераторам и генераторам на заводе A&D используется только сплав NMF 18 (также классифицируются Z8 МС 18-18, Х8 Cr Mn N 18 18,
соде N ° 1-3816 ASTM А289 класс С), обладающий оптимальными механическими свойствами для соответствующего применения.
Процесс производства бандажного кольца
Производство бандажных колец организовано в непрерывном режиме и имеет несколько стадий:
- Плавка стали в электродуговой печи и электрошлаковый переплав.
-
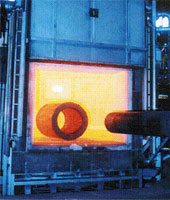
Ковка и термическая обработка бандажного кольца
Термомеханическая процедура имеет решающее значение в формировании необходимой кристаллической структуры стали.
-
Гидравлическое расширение.
Холодная обработка гидравлическим методом обеспечивает однородные механические свойства.
-
Механическая и термическая обработка для снятия напряжений.
Окончательная механическая обработка поверхности бандажных колец.
-
Методы неразрушающего контроля.
Особое значение имеет ультразвуковое исследование, гарантирующее качество внутренней части колец.
-
Заключительный инспекционный контроль.
Позволяет убедиться, что продукт полностью соответствует всем необходимым требованиям с оформлением соответствующей документации.
Все стадии производства осуществляются в рамках системы обеспечения качества завода A&D. Эта система была одобрена всеми мировыми крупными потребителями бандажных колец генераторов. С октября 1993 года завод A&D имеет Сертификат ISO 9002.
Наши работы
 |
 |
 |
 |
NMF 18 представляет собой аустенитную сталь со стабильной структурой.
Ковка не только придает заготовке соответствующую форму и размер, но и создает необходимую кристаллическую микроструктуру. Целью на протяжении каждого этапа этого процесса является наличие в конечном продукте контролируемого размера зерна.
Для достижения этой цели процесс ковки и термообработки подвержен контролю с помощью специально разработанного программного обеспечения для компьютерного моделирования процесса.
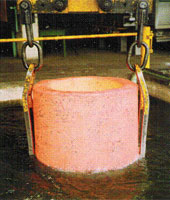
Гидравлическое расширение и механическая обработка

Для достижения необходимых механических свойств стали NMF 18 на заводе A&D разработан процесс холодной обработки гидравлическим расширением.
Эта операция осуществляется на мощных прессах (до 65 000 тонн) и позволяет достичь однородности механических свойств, высоких значений предела упругости одновременно с высокой пластичностью.
Механическая и термическая обработка для снятия напряжений позволяет получить бандажные кольца с необходимыми параметрами.
Комплексные испытания для бандажных колец

Чтобы турбогенератор был надежно защищен, бандажные кольца перед отгрузкой проходят комплексные испытания, включающие ультразвуковой контроль.
Ультразвуковая установка позволяет осуществлять испытания с полным погружением бандажных колец диаметром до 1800 мм и высотой до 1100 мм. Проводится исследование проникающими красителями, а также круговое и цилиндрическое сканирование.
Система имеет 7 степеней движения и может выполнять сканирование с увеличением. Все эти функции контролируется компьютером.